甄选:不锈钢复合管厂家





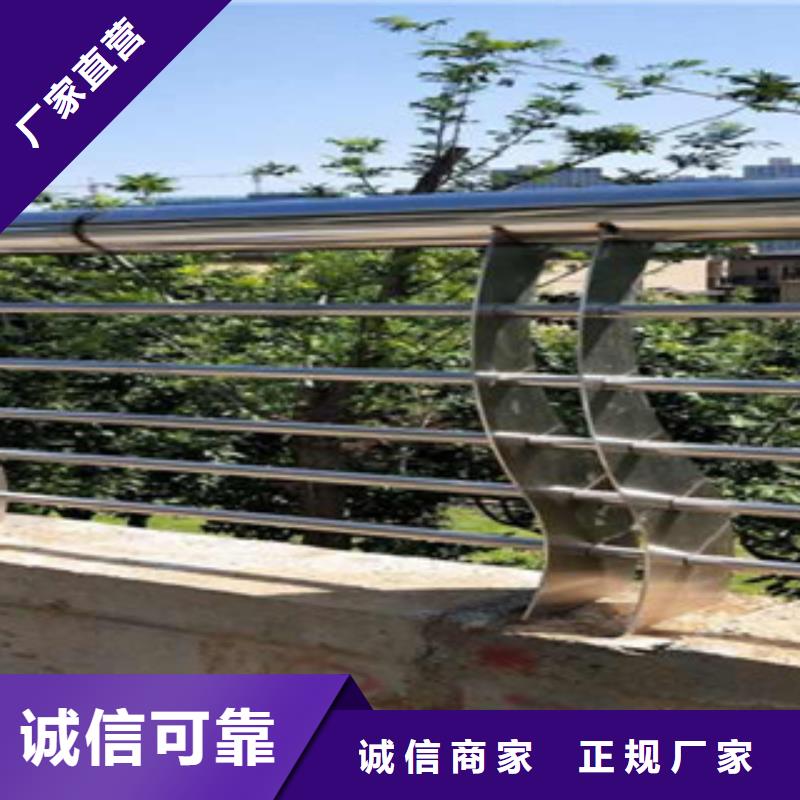
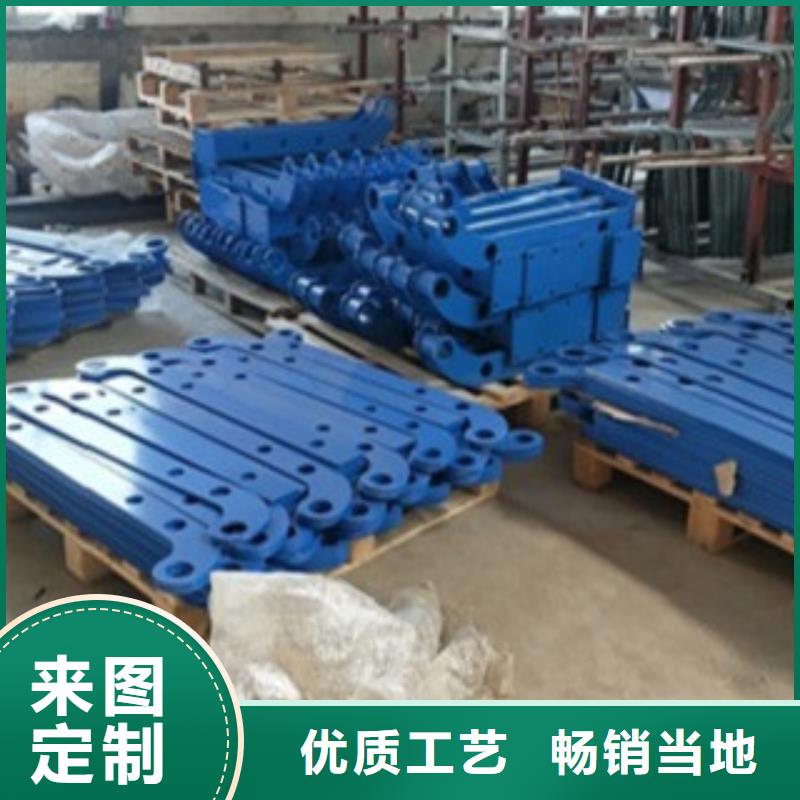
大理洱源鑫润通不锈钢制品有限公司现有初中高级专业技术人员123人,经济实力雄厚,技术力量强大,主要生产 不锈钢桥梁防护栏杆, 不锈钢桥梁防护栏杆产品畅销全国二十多个省、市、自治区,并出口东南亚。企业已通过ISO9001质量管理体系认证。本厂以诚信为本,以良好的 不锈钢桥梁防护栏杆产品质量和完善的售后服务,赢得了广大用户的赞誉。


焊前应采用机械方法及,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。
焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见“JB4708-2000钢制压力容器焊接工艺评定”。我内衬不锈钢复合钢管的焊接船舶工艺做的“焊接工艺评定报告”:复合钢管焊接试样的抗拉强度达到550~565N/mm2。11焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于输送石油天然气的焊接管件应符合SY/T1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。



- 无缝管-无缝管性价比高 2026-01-07
- 耐磨板企业-可接急单 2026-01-07
- 42crmo厚壁合金钢管厂家定制 2026-01-07
- 2025采购##聚合氯化铝##品种齐全 2026-01-07
- 值得信赖的冷拔扁钢供应商 2026-01-07
- 不锈钢复合管低于市场价 2026-01-07
- 镀铜-镀铜批发 2026-01-07
- 有现货的伸缩楼梯基地 2026-01-07
- 桥梁护栏-物美价廉 2026-01-07
- 规格全的管道cctv检测、管道封堵修复现货厂家 2026-01-07
- H型钢现货现发 2026-01-07
- 注重管线管质量的生产厂家 2026-01-07
- 透水适用范围 2026-01-07
- 电动洒水车-可货到付款 2026-01-07
- 优选:不锈钢复合管 2026-01-07
产品



联系方式
